With over 1.5 billion waste tires generated worldwide each year, tire recycling has shifted from a basic environmental necessity into a highly lucrative industrial business opportunity. Driven by global sustainability mandates, carbon neutrality goals, and the rising cost of raw materials, recycled tire products are in higher demand than ever before.
But is tire recycling profitable? The short answer is yes. However, achieving a high return on investment (ROI) requires a deep understanding of setup costs, market dynamics, and, most importantly, selecting the right waste processing technology.

The Profit Blueprint: How Much Can You Make from Scrap Tires?
The profitability of a tire recycling plant lies in its ability to transform a low-cost, or even zero-cost, feedstock into multiple high-value revenue streams. In many regions, recycling facilities are paid a "tipping fee" just to collect old tires, meaning your raw material costs can actually be negative.
Once processed, a standard scrap tire yields three highly marketable commodities:
- Rubber Crumb & Powder (45–50%): Widely sold to the construction and athletic industries for rubberized asphalt, sports tracks, and playground surfaces.
- Recovered Steel Wire (12–15%): High-quality steel that can be sold directly to steel mills for immediate recycling and smelting.
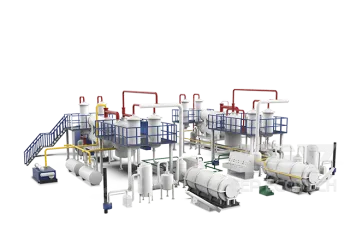
- Tire-Derived Fuel / Pyrolysis Oil (35–40%): A high-calorie energy source heavily sought after by cement kilns, paper mills, and industrial boilers as a cost-effective alternative to coal.
On average, a well-managed medium-sized tire recycling plant operates on a gross profit margin of 15% to 35%. Depending on local market demand and supply consistency, most commercial facilities achieve a full return on investment (ROI) within 18 to 24 months of continuous operation.
Breakdown of Tire Recycling Plant Setup Costs
To build a sustainable business, investors must accurately project their initial capital expenditure (CAPEX) and ongoing operational expenditure (OPEX). Setup costs generally fall into three major categories:
Land and Infrastructure (15% of Initial Budget)
A standard tire recycling facility requires ample space for raw feedstock storage, processing workshops, and finished product inventory. Proper zoning, fire safety systems, and environmental permits (such as EIA approvals) are mandatory elements of this stage.
Advanced Machinery Investment (60–70% of Initial Budget)
Your processing line is the heart of your profitability. Investing in cheap, low-grade machinery leads to frequent downtime and high maintenance costs, which quickly erodes profit margins. A reliable, automated line must include primary tire shredders, heavy-duty granulators, fiber separators, and magnetic steel wire extraction systems.
Utility and Operational Costs (15% of Initial Budget)
This includes electricity consumption, blade maintenance (sharpening and replacement), and labor. Choosing energy-efficient machinery with high-durability alloy blades can reduce these ongoing costs by up to 25%.


Maximizing ROI with Advanced Processing Equipment
Equipment efficiency is the single most critical variable dictating your cost-per-ton and final product purity. High-performance shredding systems directly increase throughput while lowering energy consumption. Furthermore, cleaner separation of steel and textile fibers significantly increases the market value of your rubber granules.
This is where GEP ECOTECH delivers industry-leading value. We engineer and manufacture advanced tire recycling solutions tailored to maximize resource recovery and operational efficiency:
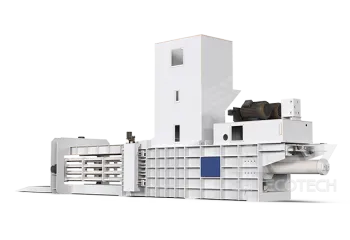
- Double-Shaft Waste Tire Shredders: Featuring proprietary low-speed, high-torque technology, our shredders easily process large passenger and heavy OTR (Off-the-Road) tires, drastically reducing power spikes and machine wear.
- Precision Steel Wire Separators: Our automated systems achieve a 99% steel separation rate, ensuring clean, high-grade steel that commands top market prices from metal recyclers.
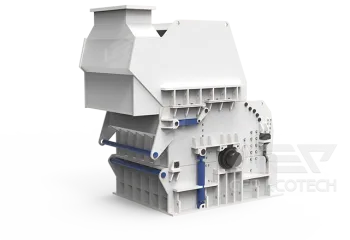
- Fine Rubber Grinding Systems: Designed for continuous operation, our granulators produce uniform crumb rubber and fine powder with minimal dust emissions, satisfying strict industrial manufacturing standards.
By minimizing manual labor through smart automation and reducing blade wear through superior metallurgy, GEP ECOTECH equipment helps recyclers lower their operational costs and accelerate their payback period.

Key Strategies for Success in the Tire Recycling Business
To guarantee long-term profitability, prospective plant owners should focus on two strategic pillars:
- Secure Stable Feedstock Supply
Partner with local automotive service centers, fleet transport companies, and municipal waste management authorities. Securing long-term supply contracts ensures your plant runs at optimal capacity without supply chain bottlenecks. - Lock in Downstream Buyers
Before purchasing equipment, establish relationships with local cement factories (for TDF sales), road construction contractors (for rubberized asphalt), and steel mills. Aligning your production output with local market demand prevents inventory pile-ups.
Frequently Asked Questions (FAQ)
Q1: What Is the Market Value of Tire-Derived Fuel (TDF)?
TDF has a heating value of approximately 12,000 to 16,000 BTUs per pound, which is equal to or greater than high-grade coal. Consequently, heavy industries purchase TDF at highly competitive prices to lower their carbon footprint and energy expenses.
Q2: How Much Space Is Required to Set Up a Tire Recycling Facility?
A standard commercial tire recycling line with an input capacity of 1 to 5 tons per hour typically requires a minimum footprint of 1,000 to 5,000 square meters. This includes dedicated zones for raw tire storage, the main production line, and packaged finished goods.
Q3: How Often Do Tire Shredder Cutters Need to Be Replaced?
The cutter lifespan depends heavily on the feedstock quality and steel content. GEP ECOTECH utilizes highly wear-resistant imported alloy steels, extending cutter lifespans significantly and lowering annual maintenance overhead. And the replacement time would be around 1500 hours or even longer.
Partner with GEP ECOTECH for Sustainable Profits
Tire recycling is no longer just a green initiative—It is a highly profitable industry backed by global circular economy policies. Partnering with the right technology provider ensures your facility runs efficiently, safely, and profitably for years to come.
Ready to start your own tire recycling project or upgrade your existing processing line? Contact the engineering experts at GEP ECOTECH today for a customized ROI analysis, tailored plant layouts, and an equipment quotation.